Hàn sắt là một trong kỹ thuật cơ phiên bản nhưng còn nếu không nắm rõ hồ hết kỹ thuật hàn cơ bản chắc chắn sắt đang dễ bị thủng cùng không đạt hiệu quả cao trong công việc. Để tương khắc phục triệu chứng này hãy cùng cửa hàng chúng tôi tìm phát âm về kỹ thuật hàn sắt cơ bạn dạng nhé!
Cũng y như các kỹ thuật hàn khác trước tiên ta yêu cầu làm sạch địa chỉ hàn. Tuy vậy hàn sắt không yêu cầu cao về làm cho sạch địa điểm hàn, mặc dù không vì vậy mà có thể bỏ qua cách này. Trước tiên, đề xuất làm sạch bụi bặm bụi bờ bằng rửa thép hoặc công cụ làm sạch mặt phẳng chuyên dụng. Khu vực đặt kẹp mass cũng đề nghị làm không bẩn để bảo vệ tiếp xúc tốt, điều này sẽ giúp ổn định hồ quang trong quá trình hàn. Đặc biệt tứ thế hàn của người lao động cũng cần phải đảm bảo trông rõ vũng hàn. Tín đồ thợ phải tính hướng nhìn xuất sắc nhất, kiêng bị tay hàn bịt mắt, và tránh vùng khói hàn độc hại.
Bạn đang xem: Cách hàn sắt cho người mới

Hình Ảnh: dọn dẹp và sắp xếp vị trí hàn để đem lại kết quả cao đến mối hàn
Cách thiết lập cấu hình dòng điện trong chuyên môn hàn sắt
Tùy nằm trong theo các loại điện cực áp dụng mà thiết bị cần thiết lập cái một chiều thuận, một chiều nghịch hay cái xoay chiều. Yêu cầu phải chắc chắn rằng vật dụng được thiết lập chính xác trước khi thực hiện kỹ thuật hàn sắt.
Độ béo của chiếc hàn dựa vào vào 2 lần bán kính que hàn và nhiều loại điện rất hàn mà người thợ sử dụng. Thông thường thông tin về dòng cân xứng với que hàn các được nhà thêm vào que hàn cung cấp trên bao bì.
Có thể điều chỉnh dòng hàn theo cách tính sau: 1Amp tương xứng với 0.0254 mm 2 lần bán kính que hàn.
Xem thêm: Hình Nền Liên Quân Cute - Tải Hình Nền Liên Quân 4K Đẹp

Hình Ảnh: Sử dụng nghệ thuật hàn sắt cơ bản đúng cách để có mối hàn đẹp
Đối với người mới học giải pháp hàn sắt không năm chắc kỹ thuật hàn, rất có thể để dòng hàn ở mức thấp sau đó điều chỉnh tăng vọt 5 mang đến 10 Amp rồi coi xét kĩ năng hàn mang lại phù hợp.
Điều chỉnh độ nhiều năm hồ quang
Độ lâu năm hồ quang nhờ vào vào từng một số loại que hàn với vị trí hàn. Cùng với kỹ thuật hàn sắt, độ dài hồ quang hàn không nên vượt quá đường kính que hàn. Khi độ dài hồ quang vượt ngắn thì hoàn toàn có thể gây ra hồ nước quang bất ổn định, rất có thể làm tắt hồ nước quang, vũng hàn đông cứng cấp tốc hơn và khả năng tạo vảy hàn cao hơn. Hồ nước quang vượt dài sẽ gây lên hiện tượng kỳ lạ bắn tóe mạnh, vận tốc kết tủa lờ lững và dễ rỗ khí.
Chỉnh góc que hàn trong kỹ năng hàn sắt
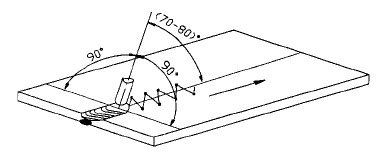
Đối với hàn bề mặt, góc que hàn đề nghị để từ bỏ 5 độ cho 15 độ theo phía chuyển động, địa điểm đứng khi hàn sắt sử dụng máy hàn hồ quang đề nghị để góc que hàn tự 0-15 độ ngược chiều với hướng dịch chuyển que hàn.
Thao tác que hàn
Đối với những người mới học tập kỹ thuật hàn sắt cần xem xét chuyển cồn dọc theo trục mối hàn, gia hạn và điều chỉnh độ lâu năm hồ quang phù hợp. Vận động ngang cần gia hạn độ rộng của mặt đường hàn. Có không ít loại gửi động: ngang, liên tiếp và hoạt động ngắt quãng tùy trực thuộc vào độ dày của đồ dùng hàn. Với hàn vật dụng sắt mỏng mảnh không cần phải có chuyển cồn ngang của que hàn bởi độ rộng của hồ quang đang đủ làm cho đầy rãnh hàn.
Tham khảo: Máy hàn que














